
Emil W. Ciurczak, Contributing Writer03.04.24
As the saying goes, “If you assume, you make an A - - out of U and Me.” We so often assume that something is going to happen or is a certain value without actually measuring. For example, when we go out of the house, we assume that the other drivers will be courteous and well-behaved (even though the U.S. has nearly 50,000 traffic fatalities, yearly). In one case, which I mentioned in a previous column, is the certificate of analysis (CoA). We assume that the information on the CoA is both accurate and sufficient for us to use the material(s) for our dosage forms. There are several assumptions in this:
1. The methods used by the supplier give useful information. An example of data, not information, is the USP sieve analysis of powders. Passing materials through, say, a 100-mesh sieve shows that a 120-mesh material is fine when “not more than 1% is retained on the screen.” Sadly, it will not show that the material is micronized, not granular. You will also get a false positive for materials like caffeine that appear to have a range of particle sizes, even though the material is normally of micronized level, but the strong electrostatic charge makes it appear to be of larger particle size. It also didn’t help that the supplier sold these agglomerates as granular, mesh sizes of 80, 100, and 120 mesh!
2. The supplier actually performed the full battery of tests and didn’t simply assume that, if a few were OK, they didn’t need to actually perform the other tests, just list “traditional values” for the rest.
3. They actually performed the tests and didn’t just assume that, since their product has never failed, why bother testing your lot?
4. Last, but not least, do the tests run tell you anything about how the material will work in a process or are they merely compendial tests, predating even GMP?
In other words, as many companies now do, it would be wise to both see which release tests your supplier uses and be sure they actually give the information you need to make your product. If your supplier does not care (or is unable) to change methods you can either change suppliers or do the necessary tests, in house. This is where critical performance parameters (CPP) come into play, being the cornerstone for QbD and continuous manufacturing (CM).
After that incident, I adopted Pres. Reagan’s approach to arms control: trust, but verify. I adopted that policy from that point. One last example comes to mind: the C of A for surfactants. I was manager of analytical R&D and was down in QC to check with something. The lab manager of QC was “building” a C of A; he had a beaker of surfactant in his hand and was holding it in the sunlight. “Looks like a Gardner of x Blue, y Red, and z Green.” He swirled the liquid and stated, “120 centipoise.” Then he stated, “with that viscosity, there has to be ## % of ammonium salt present.” Thus, a C of A was generated, with the only value generated being the assay. We had several lots returned, since most cosmetic companies had been purchased by Pharma companies and their QC departments were checking the incoming materials and they didn’t come close to the C of A! Side note: he was “promoted” out of that position and my best chemist took his place.
When we were generating as much data as possible on plastic containers, we did not assume anything, a priore. Having worked at Union Carbide for short time, I knew a “plain” plastic bottle is not a non-reactive material. It has, in the material or on the surface, antioxidants, mold release agents, and as a last “oops,” by law a batch of polymer could be labeled “virgin,” even when it contains 10% recycled polymer. In one case, we were looking at packaging a hand cream in a PVC bottle, stabilized by dioctyl tin. Upon some testing, we saw that the cream extracted the stabilizer and customers would be exposed to the chemical, which also did nothing positive to the odor of the cream.
Other bad things happened when assumptions were made. Marketing thought it would be a good idea to package the dropper in one of our nose drop products, saving shipping and packaging costs. The “safe” plastic absorbed the bacteriostat within days. Thus, after the first use, returning the dropper to the bottle severely contaminated the product. Another assumption gone wrong. As a side note: remember the strip packs that doctors would use to give free samples from their offices? I found that they neither protected from moisture nor oxygen.
We also needed to monitor the correct mucilage on the labels: there were heat-activated and water-activated. The heat-activated labels were for the troops in Vietnam, where there was a nearly 100% chance of getting wet and falling off. The release test was that they needed to remain affixed for 30 minutes under water. The check for the correct glue was to send the materials to QC and perform an infrared-ATR analysis.
Packaging, even in an integrated process, is removed from the production line, often in a different building. If we ship our product to contract packager, who then distribute the product, the filling of the containers (blister packs, bottles, etc.) becomes even more distant and not easily monitored.
This is critical, in light of my experiences with mislabeled raw materials. Several years ago, Johnson & Johnson had a number of products recalled from market for having incorrect product in the bottles. There is, to my knowledge, no major or minor company that has instituted a plan for checking the product just prior to packaging. Even though every solid dosage form has a coded number impressed or printed on it, I’m not sure most companies actually have an SOP wherein the tablets are examined prior to bottling.
For quite some time, I have been encouraging companies to station smaller instruments in the packaging area for last-minute checks of products. A well-designed and produced portable near-infrared or Raman spectrometer should be available for operators to use as an SOP-mandated affirmation that the correct product is being placed into the proper containers with the proper labels.
When I was in Barcelona in October, I got to visit a company named IRIS. For years, they have been making process monitoring instruments for all industries including Pharma. Recently, they developed lightweight, hand-held near-infrared (NIR) and Raman spectrometers. Being partial to NIR myself, I concentrated on their Visum Palm NIR spectrometer. I initially assumed it would be heavy, like most other “portable” units, but judicious use of plastics makes it quite easy to handle.
The unit is a grating-based *indium Gallium Arsenide diode-array unit with a range of 900-1700 nm (obviating the need for Peltier cooling of the detector) with a surprising resolution of 3 nm over its 256 pixels, giving good spectra, suitable for Chemometrics. Figure 1 shows the instrument (see the lead image at the top of this page). It also comes with a holder, allowing it to become a “benchtop” unit.
Figure 2 shows some typical spectra, both liquid and solid. The resolution is a fine as a higher priced lab-based unit. The unit uses Wi-Fi technology (or can be linked with an ethernet cable) and can work on battery or attached to a power source. The software is based on their process units and has been simplified for use by “lightly trained” operators, not spectroscopists.

Figure 2. Spectra of dextrose, MSM (Methylsulfonylmethane), and glucosamine.Figure 2. Spectra of dextrose, MSM (Methylsulfonylmethane), and glucosamine.
The readout is unequivocal: a name of material (or dosage form) and the percent confidence. (see Figure 3) This simple, inexpensive tool could well save a company the cost (financial and reputational) of a recall and/or lawsuit.
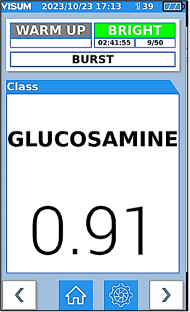
Figure 3. Output from ID of glucosamine (simple statement, not just data).
So, you see, you have fewer and fewer excuses for assuming that everything is fine. It likely is, but even though you are a splendid driver, you still carry car insurance, no?
 Emil W. Ciurczak, also known as the NIR Professor, has roughly 50 years of cGMP pharmaceutical experience and more than 35 years of Near-Infrared Spectroscopy (NIRS) experience with industries, universities, and instrument manufacturers. Emil teaches courses in NIRS, NIR/Raman, Design of Experiment, and PAT/QbD; has designed and patented hardware and software (including hardware and software related to anti-counterfeiting; written numerous technical texts and chapters; published extensively in journals; and presented hundreds of technical papers at many conferences, worldwide. He has worked in the pharmaceutical industry since 1970 for companies that include Ciba-Geigy, Sandoz, Berlex, Merck, and Purdue Pharma, where he specialized in performing method development on most types of analytical equipment. For more info: emil@ciurczak.com.
Emil W. Ciurczak, also known as the NIR Professor, has roughly 50 years of cGMP pharmaceutical experience and more than 35 years of Near-Infrared Spectroscopy (NIRS) experience with industries, universities, and instrument manufacturers. Emil teaches courses in NIRS, NIR/Raman, Design of Experiment, and PAT/QbD; has designed and patented hardware and software (including hardware and software related to anti-counterfeiting; written numerous technical texts and chapters; published extensively in journals; and presented hundreds of technical papers at many conferences, worldwide. He has worked in the pharmaceutical industry since 1970 for companies that include Ciba-Geigy, Sandoz, Berlex, Merck, and Purdue Pharma, where he specialized in performing method development on most types of analytical equipment. For more info: emil@ciurczak.com.
1. The methods used by the supplier give useful information. An example of data, not information, is the USP sieve analysis of powders. Passing materials through, say, a 100-mesh sieve shows that a 120-mesh material is fine when “not more than 1% is retained on the screen.” Sadly, it will not show that the material is micronized, not granular. You will also get a false positive for materials like caffeine that appear to have a range of particle sizes, even though the material is normally of micronized level, but the strong electrostatic charge makes it appear to be of larger particle size. It also didn’t help that the supplier sold these agglomerates as granular, mesh sizes of 80, 100, and 120 mesh!
2. The supplier actually performed the full battery of tests and didn’t simply assume that, if a few were OK, they didn’t need to actually perform the other tests, just list “traditional values” for the rest.
3. They actually performed the tests and didn’t just assume that, since their product has never failed, why bother testing your lot?
4. Last, but not least, do the tests run tell you anything about how the material will work in a process or are they merely compendial tests, predating even GMP?
In other words, as many companies now do, it would be wise to both see which release tests your supplier uses and be sure they actually give the information you need to make your product. If your supplier does not care (or is unable) to change methods you can either change suppliers or do the necessary tests, in house. This is where critical performance parameters (CPP) come into play, being the cornerstone for QbD and continuous manufacturing (CM).
Believing labels
I was introduced to skepticism of hand-written labels back in the early 1970s. I was working at a small generic company in NJ at the time. One product line was a potassium chloride (KCl) supplement for people on diuretics. We received a fiber drum of “KCl” from our production facility (in a different city). The formulator asked me to examine the material, because it “just didn’t look right.” He was about to make a soluble mix to be dissolved in fruit juice to hide the salty taste. KCl, just as its sister salt, sodium chloride, should be a white, cubic, granular material. The “KCl” we had consisted of translucent, needle-like crystals with a slight odor. Upon testing, it proved to be silver nitrate! Can you say, “heavy metal poisoning?”After that incident, I adopted Pres. Reagan’s approach to arms control: trust, but verify. I adopted that policy from that point. One last example comes to mind: the C of A for surfactants. I was manager of analytical R&D and was down in QC to check with something. The lab manager of QC was “building” a C of A; he had a beaker of surfactant in his hand and was holding it in the sunlight. “Looks like a Gardner of x Blue, y Red, and z Green.” He swirled the liquid and stated, “120 centipoise.” Then he stated, “with that viscosity, there has to be ## % of ammonium salt present.” Thus, a C of A was generated, with the only value generated being the assay. We had several lots returned, since most cosmetic companies had been purchased by Pharma companies and their QC departments were checking the incoming materials and they didn’t come close to the C of A! Side note: he was “promoted” out of that position and my best chemist took his place.
When we were generating as much data as possible on plastic containers, we did not assume anything, a priore. Having worked at Union Carbide for short time, I knew a “plain” plastic bottle is not a non-reactive material. It has, in the material or on the surface, antioxidants, mold release agents, and as a last “oops,” by law a batch of polymer could be labeled “virgin,” even when it contains 10% recycled polymer. In one case, we were looking at packaging a hand cream in a PVC bottle, stabilized by dioctyl tin. Upon some testing, we saw that the cream extracted the stabilizer and customers would be exposed to the chemical, which also did nothing positive to the odor of the cream.
Other bad things happened when assumptions were made. Marketing thought it would be a good idea to package the dropper in one of our nose drop products, saving shipping and packaging costs. The “safe” plastic absorbed the bacteriostat within days. Thus, after the first use, returning the dropper to the bottle severely contaminated the product. Another assumption gone wrong. As a side note: remember the strip packs that doctors would use to give free samples from their offices? I found that they neither protected from moisture nor oxygen.
Finishing the “finished” product
My first job in Pharma (1970) was in package materials development. While developing the radical concept of placing our precious product in (gasp!) plastic containers: liquids and solids. While I worked with the clinical packaging group, I learned a lot about the mechanics of filling bottles. The initial tablets bounce off the bottom of the bottle differently for plastic than with glass bottles, for example, meaning a redesign of shapes and heights of new bottles, not to mention redesign of caps. Plastic “creeps” when under pressure, so torque requirements for capping were tossed out.We also needed to monitor the correct mucilage on the labels: there were heat-activated and water-activated. The heat-activated labels were for the troops in Vietnam, where there was a nearly 100% chance of getting wet and falling off. The release test was that they needed to remain affixed for 30 minutes under water. The check for the correct glue was to send the materials to QC and perform an infrared-ATR analysis.
Packaging, even in an integrated process, is removed from the production line, often in a different building. If we ship our product to contract packager, who then distribute the product, the filling of the containers (blister packs, bottles, etc.) becomes even more distant and not easily monitored.
This is critical, in light of my experiences with mislabeled raw materials. Several years ago, Johnson & Johnson had a number of products recalled from market for having incorrect product in the bottles. There is, to my knowledge, no major or minor company that has instituted a plan for checking the product just prior to packaging. Even though every solid dosage form has a coded number impressed or printed on it, I’m not sure most companies actually have an SOP wherein the tablets are examined prior to bottling.
For quite some time, I have been encouraging companies to station smaller instruments in the packaging area for last-minute checks of products. A well-designed and produced portable near-infrared or Raman spectrometer should be available for operators to use as an SOP-mandated affirmation that the correct product is being placed into the proper containers with the proper labels.
When I was in Barcelona in October, I got to visit a company named IRIS. For years, they have been making process monitoring instruments for all industries including Pharma. Recently, they developed lightweight, hand-held near-infrared (NIR) and Raman spectrometers. Being partial to NIR myself, I concentrated on their Visum Palm NIR spectrometer. I initially assumed it would be heavy, like most other “portable” units, but judicious use of plastics makes it quite easy to handle.
The unit is a grating-based *indium Gallium Arsenide diode-array unit with a range of 900-1700 nm (obviating the need for Peltier cooling of the detector) with a surprising resolution of 3 nm over its 256 pixels, giving good spectra, suitable for Chemometrics. Figure 1 shows the instrument (see the lead image at the top of this page). It also comes with a holder, allowing it to become a “benchtop” unit.
Figure 2 shows some typical spectra, both liquid and solid. The resolution is a fine as a higher priced lab-based unit. The unit uses Wi-Fi technology (or can be linked with an ethernet cable) and can work on battery or attached to a power source. The software is based on their process units and has been simplified for use by “lightly trained” operators, not spectroscopists.
Figure 2. Spectra of dextrose, MSM (Methylsulfonylmethane), and glucosamine.Figure 2. Spectra of dextrose, MSM (Methylsulfonylmethane), and glucosamine.
The readout is unequivocal: a name of material (or dosage form) and the percent confidence. (see Figure 3) This simple, inexpensive tool could well save a company the cost (financial and reputational) of a recall and/or lawsuit.
Figure 3. Output from ID of glucosamine (simple statement, not just data).
So, you see, you have fewer and fewer excuses for assuming that everything is fine. It likely is, but even though you are a splendid driver, you still carry car insurance, no?
