Dan Haines, Volker Scheumann, Uwe Rothhaar, SCHOTT pharma services06.05.13
Glass delamination has emerged as a significant problem for the pharmaceutical industry, causing the recalls of numerous injectable drug products over the past several years, at the cost of as much as $50 million per recall. The FDA has reacted to these recalls by taking a serious interest in how companies ensure their drug products are stored safely.
There is no single factor that causes glass delamination in a pharmaceutical setting, and it can be a difficult problem to address because it typically doesn’t show up until the product has been stored in the container for several months. Because of the complexity of the problem and the delay before the problem appears, there is no simple fix once delamination has been observed. Nevertheless, there are concrete steps that pharma companies can take to minimize the risks of glass flakes.
The key is to conduct container/drug product compatibility testing prior to commercialization. Accelerated testing of both the drug product and the candidate containers, together, can identify potential problems in as little as a few weeks, simulating the shelf life for a product under standard storage conditions. Undertaken as part of an engineering, stability, or clinical trial, such testing can help to prove that the product can be stored safely.
This article outlines why glass delamination occurs and, more importantly, how pharma companies can use accelerated testing to pick the right containers for their drug products and avoid costly recalls.
An Industry-Wide Problem
In 2010, glass flakes were discovered in nine different drug products. These incidences of glass delamination, or glass attack, led to immediate recalls, in one case of 30 million vials.1 Since that time there have been continued recalls, with glass flakes discovered in other drugs from many different manufacturers. Glass delamination has suddenly emerged as a significant issue for pharmaceutical companies. While there have been no reports of patients injured as a result of any of these incidents, the industry and the FDA are rightfully taking the problem seriously.
The problem with glass delamination is that it can take years to become visible, when a company is already fully committed with product on the shelves and in the hands of caregivers. It can easily cost millions of dollars to recall a drug due to glass delamination. Recalls not only affect product already in distribution but also disrupt the manufacture of new product, as the company must struggle to find replacement containers and rebuild inventory. Some companies have even had to cut the recommended shelf life of their drug products in half.2
Once delamination is discovered in a commercial drug product, it is already too late and there is nothing to do but recall the product. Pharma companies understandably want a way to screen potential containers for problems beforehand. Unfortunately, predicting potential problems is not a simple question, as there are multiple root causes for glass delamination. There is no one glass supplier, glass product, glass type, pH range, drug type, or drug formulation that is predictive of glass failure. Glass delamination is the result of a complex interplay of different variables, and a change in a single variable can make the difference between success and failure.
This is why early testing is essential and why companies should undertake testing that pairs the individual drug products they are bringing to market against specific containers they are considering for storage and distribution. Below is an explanation for why glass delamination happens and, more importantly, how companies can use pre-testing to pick the right container and avoid costly product recalls due to glass flakes.
Risk Factors for Glass Delamination
In 2011, in the wake of the first of the recent recalls, the FDA sent the pharma industry a warning letter on glass delamination.3 While final regulations have not been published, the FDA is increasingly asking pharma companies to undertake a risk assessment and, when there is a moderate to severe risk, to provide detailed test results on the proposed packaging for a new drug. A number of risk factors have the potential to influence the delamination risk, including storage time and temperature, the chemistry of the drug product, the glass composition, the conditions of container manufacturing and the sterilization process.
Despite its new-found visibility, glass delamination has been a long-standing problem in pharmaceutical industry. Our company, for example, first published research on this issue back in 1965, and it wasn’t a new problem even then. While drug formulations are certainly growing more complex — increasing the potential risk of chemical interaction between the drug product and the glass vial — drug formulation is only one of many factors involved in glass delamination.
It should be kept in mind that risk factors alone (or the lack of risk factors) are not predictive of glass delamination, which is why testing is necessary. Every drug product is unique; just because one drug product had no problems with a particular type of container does not mean that a similar drug will be compatible with that same type of container.
Why Delamination Happens
To understand why glass delamination happens, we must first understand the primary root causes. Glass delamination is the result of a complex chemical reaction between the drug and the interior surface of the glass container, and the risk factors already mentioned influence the degree of this reaction.
For injectable drug products, Type 1 glass (USP <660>, EP 3.2.1, ASTM E438) is used. A glass is deemed to be Type 1 primarily by its hydrolytic resistance. Type 1 glasses are not chemically the same, as the compositional differences between glasses are significant, varying by as much as 10 weight percent (wt %) for single elements. The varying compositions result in significant differences in the physical properties of the glasses, primarily in melting/working temperature, as glasses that contain more silicon (Type 1A glasses) require more heat to shape the container.
Molded vs. Tubular Containers
Two different types of containers are used for injectable drug products: molded and tubular glass containers. Molded containers are formed in a single high heat cycle (the glass is melted, poured, and then blown or pressed into a mold). The glass in molded containers has a composition which is usually relatively low in silicon and high in alkali/alkaline earth elements, lowering the working temperature and resulting in interior container surfaces that are quite uniform in surface chemical homogeneity.
Tubular containers are made from glass cane, requiring two high heat cycles. The tubing is made first, then it is segmented or “converted” in a second heating process into the final container design. Careful control of the converting process in the base/heel and shoulder/neck regions is crucial to ensuring that interior container surfaces maintain the resistance to chemical attack typical of the bulk glass. Poorly controlled converting will cause strong evaporation of some glass components (i.e. alkali borates) in the worked regions of the containers, changing the overall chemistry and lowering its resistance to glass attack. Glass cane compositions are typically Type 1A or Type 1B, having higher amounts of silicon and lower amounts of alkali/alkaline earth elements than molded containers.
Additionally, treatments and coatings for containers are also commonly used. Ammonium sulfate treatment introduces a liquid spray of ammonium sulfate into the container after production but before annealing. This helps in the removal of alkali species from the vial surface in subsequent washing steps by an exchange reaction, but it does not confer additional stability to the glass surface. Quartz coated containers contain a thin layer of SiOx, which greatly reduces the diffusion of water into the glass surface, thus slowing down leaching of glass elements into stored drug product solutions.
While both molded and tubular glass compositions used for parenteral packaging have high chemical durability, tubular glass compositions are regarded to have generally higher chemical resistance than molded glass compositions. Notwithstanding the two high heat cycles, proper control of the converting process results in tubular containers with the equivalent non-delamination of molded containers.4
The Mechanisms of Glass Attack
The chemistry behind glass attack by water-based liquids is mainly driven by ion exchange and dissolution. The primary attack mechanism at acidic pH is the diffusion of water into the glass and exchange of hydrogen ions with the alkali (e.g. sodium, potassium) ions, which is called leaching. The primary attack mechanism at basic pH is the dissolution of the glass’ silicate backbone (i.e. silicon-oxygen bonds) by hydroxide ions.
Armed with a basic understanding of glass chemistry, the next step is to understand how this chemistry drives the mechanisms of glass delamination. The problem occurs when a chemically complex drug product solution is put in contact with a chemically complex glass — the two start interacting with one another. If this interaction is dominated by pure dissolution, no glass delamination will appear, because the molecules of the glass surface are dissolving away from the topmost molecule down. Precipitates might be seen in the drug solution with strong dissolution under certain conditions (i.e. Si present at > 80 – 120 ppm), but these are not glass flakes typically found for delamination.
The situation is changing when ion exchange and/or selective dissolution (e.g. of boron) are prevalent mechanisms. This creates a leached layer that can detach easily. Because the process exchanges a small atom for a large atom, this creates porosity in the glass. Think of a sponge made of glass — it is still the same overall shape, but it is laced with what might unscientifically be called holes. Unlike simple dissolution, in selective dissolution the process not only goes down into the glass but it can also work sideways across and underneath layers.
A third mechanism involves dissolution and reaction, especially when the drug product buffer solution includes complex building substances like phosphates. Here, not only are the elements of the glass dissolving into the drug solution, but some of the elements from the drug products buffer solution interact with the glass. This again results in a cross-layer reaction, which might cause a layer to come off the glass surface. What flakes off is actually a hybrid particle that results from the interaction of the drug product and the glass surface.
If glass delamination is a problem, companies must understand which of these mechanisms is at work before they can find a solution. This is where testing is necessary.
Tests for Glass Delamination
Over the past several years we have developed a delamination screening package aligned with the new USP <1660> guidance “Evaluation of the Inner Surface Durability of Glass Containers,” which will be published in final form July 1, 2013 and become official on December 1, 2013.5 The containers to be tested can be drawn from realtime stability samples or generated under accelerated aging temperatures to determine the amount of chemical attack from drug products on containers and assess the risk of glass delamination occurrence through the shelf-life of the drug product. We use a combination of the following methods for clients:
Using Tests as a Diagnostic Tool: An Example
Used together, these four tests can be a powerful diagnostic tool that can get to the root cause of glass attack. Once the chemistry of the attack is understood, companies can take steps to avoid future problems. Let us take an example vial through the tests for a complete understanding on how the tests complement each other.
In the lab, after optical inspection of the solution for flakes/particulates the drug product is removed from the example container, which is then rinsed.
The Stereomicroscope is then used for a first-level visual inspection of the vial. The magnification is relatively low, and the stereomicroscopic vision makes it easy for the technician to make a complete, 360° inspection of the vial. In this particular example (Figure 1), there is color banding visible near the heel of the vial. This is an indication that glass attack is at work and that portion of the container merits a closer inspection under the electron microscope. The color banding occurs because of a chemical change in the glass near surface region.
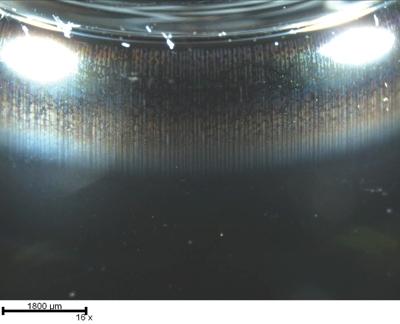
Figure 1: Steromicroscopic examination of the heel region of a vial exhibits color
banding, indicative of glass attack.
With the Stereomicroscopy indicating an area of probable glass attack, the technician will then score the glass vial to split it in half, allowing access to the interior surface of the vial. Scoring is a sophisticated approach to sectioning a glass container, much less destructive to the sample than cutting or sawing.
A detailed look at the cross-section of the vial using SEM (Figure 2) shows a distinct reaction zone on the interior where the color banding was seen. The unaffected glass shows as a dark grey, while the glass that has been attacked shows up as a speckled light grey. The overview image image in Figure 2 shows three vertical white lines where glass flakes were generated, the result of glass attack due to a changed chemical surface. For some cases, these two tests might have given us enough information to take proactive action, but for this example vial, we want to have a more detailed understanding of the chemistry involved to determine the root cause.
The final confirmation comes from an ICP mass spectrometry analysis, which looks at the chemical composition of the drug solution drained from the example vial (Table 1). The column on the left is the sample from the example vial, which shows elevated levels of boron and sodium, confirming the results of the SIMS measurement. With a detailed understanding of the chemistry involved, the pharma company undertaking the testing can take steps to prevent future glass delamination.


Figure 4: SEM-EDS can be used any time particulates are found in a drug solution to understand the chemistry involved and
confirm the composition of the particulates as glass flakes (left) or compound (right).
Confirmation of glass delamination can take place at the beginning of a study (for a marketed product or product already on stability) or at the end of an accelerated or realtime container compatibility study by SEM-EDS analysis of filtrate residues. The morphology, thickness, and chemical composition of the flake is determined, which allows identification as a glass flake (Figure 4 left), drug-glass compound (Figure 4 right), or other particulate matter.
Predicting and Preventing Glass Delamination
Of course, all these tests are great for finding out what happened after delamination has occurred. What the industry needs is a way to choose the best container before a product is taken to market, avoiding the costs of doing a recall. There are ways that these four tests can be used proactively to test potential storage containers in the laboratory to identify possible problems before hands.
There are four things that must be kept in mind in any test:
The entire testing described above is best done by laboratories in accordance with good laboratory practices (GLP), such as those laboratories accredited based on the DIN EN ISO 17025 standard, and familiar with the entire process chain that ranges from selection/analysis of the raw materials to the filling process, sterilization, and use.
Solutions for Preventing Glass Attack
Pharma companies should feel confident that they will be able to find the right container for the drug products in their pipelines. Solutions exist for any problem that might be encountered.
Some of the more common approaches to solving the problems typically encountered during glass delamination testing might include:
References
Dan Haines is a scientific advisor at SCHOTT pharma services. Volker Scheumann is the laboratory manager at SCHOTT pharma services. Uwe Rothhaar is the director of SCHOTT pharma services. For more information about this article, contact daniel.haines@us.schott.com.
There is no single factor that causes glass delamination in a pharmaceutical setting, and it can be a difficult problem to address because it typically doesn’t show up until the product has been stored in the container for several months. Because of the complexity of the problem and the delay before the problem appears, there is no simple fix once delamination has been observed. Nevertheless, there are concrete steps that pharma companies can take to minimize the risks of glass flakes.
The key is to conduct container/drug product compatibility testing prior to commercialization. Accelerated testing of both the drug product and the candidate containers, together, can identify potential problems in as little as a few weeks, simulating the shelf life for a product under standard storage conditions. Undertaken as part of an engineering, stability, or clinical trial, such testing can help to prove that the product can be stored safely.
This article outlines why glass delamination occurs and, more importantly, how pharma companies can use accelerated testing to pick the right containers for their drug products and avoid costly recalls.
An Industry-Wide Problem
In 2010, glass flakes were discovered in nine different drug products. These incidences of glass delamination, or glass attack, led to immediate recalls, in one case of 30 million vials.1 Since that time there have been continued recalls, with glass flakes discovered in other drugs from many different manufacturers. Glass delamination has suddenly emerged as a significant issue for pharmaceutical companies. While there have been no reports of patients injured as a result of any of these incidents, the industry and the FDA are rightfully taking the problem seriously.
The problem with glass delamination is that it can take years to become visible, when a company is already fully committed with product on the shelves and in the hands of caregivers. It can easily cost millions of dollars to recall a drug due to glass delamination. Recalls not only affect product already in distribution but also disrupt the manufacture of new product, as the company must struggle to find replacement containers and rebuild inventory. Some companies have even had to cut the recommended shelf life of their drug products in half.2
Once delamination is discovered in a commercial drug product, it is already too late and there is nothing to do but recall the product. Pharma companies understandably want a way to screen potential containers for problems beforehand. Unfortunately, predicting potential problems is not a simple question, as there are multiple root causes for glass delamination. There is no one glass supplier, glass product, glass type, pH range, drug type, or drug formulation that is predictive of glass failure. Glass delamination is the result of a complex interplay of different variables, and a change in a single variable can make the difference between success and failure.
This is why early testing is essential and why companies should undertake testing that pairs the individual drug products they are bringing to market against specific containers they are considering for storage and distribution. Below is an explanation for why glass delamination happens and, more importantly, how companies can use pre-testing to pick the right container and avoid costly product recalls due to glass flakes.
Risk Factors for Glass Delamination
In 2011, in the wake of the first of the recent recalls, the FDA sent the pharma industry a warning letter on glass delamination.3 While final regulations have not been published, the FDA is increasingly asking pharma companies to undertake a risk assessment and, when there is a moderate to severe risk, to provide detailed test results on the proposed packaging for a new drug. A number of risk factors have the potential to influence the delamination risk, including storage time and temperature, the chemistry of the drug product, the glass composition, the conditions of container manufacturing and the sterilization process.
Despite its new-found visibility, glass delamination has been a long-standing problem in pharmaceutical industry. Our company, for example, first published research on this issue back in 1965, and it wasn’t a new problem even then. While drug formulations are certainly growing more complex — increasing the potential risk of chemical interaction between the drug product and the glass vial — drug formulation is only one of many factors involved in glass delamination.
It should be kept in mind that risk factors alone (or the lack of risk factors) are not predictive of glass delamination, which is why testing is necessary. Every drug product is unique; just because one drug product had no problems with a particular type of container does not mean that a similar drug will be compatible with that same type of container.
Why Delamination Happens
To understand why glass delamination happens, we must first understand the primary root causes. Glass delamination is the result of a complex chemical reaction between the drug and the interior surface of the glass container, and the risk factors already mentioned influence the degree of this reaction.
For injectable drug products, Type 1 glass (USP <660>, EP 3.2.1, ASTM E438) is used. A glass is deemed to be Type 1 primarily by its hydrolytic resistance. Type 1 glasses are not chemically the same, as the compositional differences between glasses are significant, varying by as much as 10 weight percent (wt %) for single elements. The varying compositions result in significant differences in the physical properties of the glasses, primarily in melting/working temperature, as glasses that contain more silicon (Type 1A glasses) require more heat to shape the container.
Molded vs. Tubular Containers
Two different types of containers are used for injectable drug products: molded and tubular glass containers. Molded containers are formed in a single high heat cycle (the glass is melted, poured, and then blown or pressed into a mold). The glass in molded containers has a composition which is usually relatively low in silicon and high in alkali/alkaline earth elements, lowering the working temperature and resulting in interior container surfaces that are quite uniform in surface chemical homogeneity.
Tubular containers are made from glass cane, requiring two high heat cycles. The tubing is made first, then it is segmented or “converted” in a second heating process into the final container design. Careful control of the converting process in the base/heel and shoulder/neck regions is crucial to ensuring that interior container surfaces maintain the resistance to chemical attack typical of the bulk glass. Poorly controlled converting will cause strong evaporation of some glass components (i.e. alkali borates) in the worked regions of the containers, changing the overall chemistry and lowering its resistance to glass attack. Glass cane compositions are typically Type 1A or Type 1B, having higher amounts of silicon and lower amounts of alkali/alkaline earth elements than molded containers.
Additionally, treatments and coatings for containers are also commonly used. Ammonium sulfate treatment introduces a liquid spray of ammonium sulfate into the container after production but before annealing. This helps in the removal of alkali species from the vial surface in subsequent washing steps by an exchange reaction, but it does not confer additional stability to the glass surface. Quartz coated containers contain a thin layer of SiOx, which greatly reduces the diffusion of water into the glass surface, thus slowing down leaching of glass elements into stored drug product solutions.
While both molded and tubular glass compositions used for parenteral packaging have high chemical durability, tubular glass compositions are regarded to have generally higher chemical resistance than molded glass compositions. Notwithstanding the two high heat cycles, proper control of the converting process results in tubular containers with the equivalent non-delamination of molded containers.4
The Mechanisms of Glass Attack
The chemistry behind glass attack by water-based liquids is mainly driven by ion exchange and dissolution. The primary attack mechanism at acidic pH is the diffusion of water into the glass and exchange of hydrogen ions with the alkali (e.g. sodium, potassium) ions, which is called leaching. The primary attack mechanism at basic pH is the dissolution of the glass’ silicate backbone (i.e. silicon-oxygen bonds) by hydroxide ions.
Armed with a basic understanding of glass chemistry, the next step is to understand how this chemistry drives the mechanisms of glass delamination. The problem occurs when a chemically complex drug product solution is put in contact with a chemically complex glass — the two start interacting with one another. If this interaction is dominated by pure dissolution, no glass delamination will appear, because the molecules of the glass surface are dissolving away from the topmost molecule down. Precipitates might be seen in the drug solution with strong dissolution under certain conditions (i.e. Si present at > 80 – 120 ppm), but these are not glass flakes typically found for delamination.
The situation is changing when ion exchange and/or selective dissolution (e.g. of boron) are prevalent mechanisms. This creates a leached layer that can detach easily. Because the process exchanges a small atom for a large atom, this creates porosity in the glass. Think of a sponge made of glass — it is still the same overall shape, but it is laced with what might unscientifically be called holes. Unlike simple dissolution, in selective dissolution the process not only goes down into the glass but it can also work sideways across and underneath layers.
A third mechanism involves dissolution and reaction, especially when the drug product buffer solution includes complex building substances like phosphates. Here, not only are the elements of the glass dissolving into the drug solution, but some of the elements from the drug products buffer solution interact with the glass. This again results in a cross-layer reaction, which might cause a layer to come off the glass surface. What flakes off is actually a hybrid particle that results from the interaction of the drug product and the glass surface.
If glass delamination is a problem, companies must understand which of these mechanisms is at work before they can find a solution. This is where testing is necessary.
Tests for Glass Delamination
Over the past several years we have developed a delamination screening package aligned with the new USP <1660> guidance “Evaluation of the Inner Surface Durability of Glass Containers,” which will be published in final form July 1, 2013 and become official on December 1, 2013.5 The containers to be tested can be drawn from realtime stability samples or generated under accelerated aging temperatures to determine the amount of chemical attack from drug products on containers and assess the risk of glass delamination occurrence through the shelf-life of the drug product. We use a combination of the following methods for clients:
- Visual inspection by eye and magnifying video camera with respect to the presence of particles or flakes
- Optical inspection of the “critical” areas of emptied containers by stereomicroscopy
- Investigation of the morphology of the interior surface using Scanning Electron Microscopy (SEM)
- Determination of the concentration of dissolved “glass” elements by Inductively Coupled Plasma (ICP) Mass Spectrometry
- Analyses of particles after filtration of the drug using SEM/EDS (EDS: Energy Dispersive Spectroscopy)
- Characterization of the composition of the interior surface by Secondary Ion Mass Spectrometry (SIMS) depth profiling
Using Tests as a Diagnostic Tool: An Example
Used together, these four tests can be a powerful diagnostic tool that can get to the root cause of glass attack. Once the chemistry of the attack is understood, companies can take steps to avoid future problems. Let us take an example vial through the tests for a complete understanding on how the tests complement each other.
In the lab, after optical inspection of the solution for flakes/particulates the drug product is removed from the example container, which is then rinsed.
The Stereomicroscope is then used for a first-level visual inspection of the vial. The magnification is relatively low, and the stereomicroscopic vision makes it easy for the technician to make a complete, 360° inspection of the vial. In this particular example (Figure 1), there is color banding visible near the heel of the vial. This is an indication that glass attack is at work and that portion of the container merits a closer inspection under the electron microscope. The color banding occurs because of a chemical change in the glass near surface region.
Figure 1: Steromicroscopic examination of the heel region of a vial exhibits color
banding, indicative of glass attack.
A detailed look at the cross-section of the vial using SEM (Figure 2) shows a distinct reaction zone on the interior where the color banding was seen. The unaffected glass shows as a dark grey, while the glass that has been attacked shows up as a speckled light grey. The overview image image in Figure 2 shows three vertical white lines where glass flakes were generated, the result of glass attack due to a changed chemical surface. For some cases, these two tests might have given us enough information to take proactive action, but for this example vial, we want to have a more detailed understanding of the chemistry involved to determine the root cause.
Figure 2: SEM cross-section examination shows a distinct reaction zone under higher magnification.

With SIMS-depth profiling, an ion beam is used to start drilling (sputtering) through from the damaged interior surface layer down into the normal bulk glass. As the beam drills more deeply into the glass, the SIMS records what chemical elements are released. The graph in Figure 3 shows that boron (B) and sodium (Na) have been depleted from the first 40 nanometers (nm) of the vial’s inner surface.
Figure 3: SIMS profiles, recording the chemical changes found in the elemental
composition of the surface near layer, shows the depletion of two elements in this
sample.

composition of the surface near layer, shows the depletion of two elements in this
sample.
The final confirmation comes from an ICP mass spectrometry analysis, which looks at the chemical composition of the drug solution drained from the example vial (Table 1). The column on the left is the sample from the example vial, which shows elevated levels of boron and sodium, confirming the results of the SIMS measurement. With a detailed understanding of the chemistry involved, the pharma company undertaking the testing can take steps to prevent future glass delamination.
Table 1: ICP examines the drug solution for elements from
the glass
Figure 4: SEM-EDS can be used any time particulates are found in a drug solution to understand the chemistry involved and
confirm the composition of the particulates as glass flakes (left) or compound (right).
Confirmation of glass delamination can take place at the beginning of a study (for a marketed product or product already on stability) or at the end of an accelerated or realtime container compatibility study by SEM-EDS analysis of filtrate residues. The morphology, thickness, and chemical composition of the flake is determined, which allows identification as a glass flake (Figure 4 left), drug-glass compound (Figure 4 right), or other particulate matter.
Predicting and Preventing Glass Delamination
Of course, all these tests are great for finding out what happened after delamination has occurred. What the industry needs is a way to choose the best container before a product is taken to market, avoiding the costs of doing a recall. There are ways that these four tests can be used proactively to test potential storage containers in the laboratory to identify possible problems before hands.
There are four things that must be kept in mind in any test:
- Because delamination is seen only after months or even years of product storage, testing must find a way to accelerate the process.
- The acceleration must be done in a way that doesn’t change the underlying mechanism for glass attack, so that the test remains predictive of real-world failure.
- Delamination risk depends on the drug formulation, so the test must include both the drug (or placebo) and the containers.
- No one test will give a complete picture of the results, so the analysis must use complementary tests to assess early indications of glass attack.
Table 2: Example of a study protocol for accelerated testing at 60° C

Table 2 shows a sample study protocol for accelerated testing. The process starts with testing an empty container for a reference point. The containers are filled and then stored at 60° C. Then, at regular intervals, a container is subjected to a small variety of tests to observe whether a reaction is occurring. At the end of 60 days, a full battery of tests gives a complete picture of whether glass attack took place and, if so, what mechanism was involved. We recommend that companies test several candidate containers at the same time, as time is often of the essence in developing a new drug product for market. If one candidate container shows signs of glass attack, one of the other candidates being tested at the same time will likely prove more chemically durable.The entire testing described above is best done by laboratories in accordance with good laboratory practices (GLP), such as those laboratories accredited based on the DIN EN ISO 17025 standard, and familiar with the entire process chain that ranges from selection/analysis of the raw materials to the filling process, sterilization, and use.
Solutions for Preventing Glass Attack
Pharma companies should feel confident that they will be able to find the right container for the drug products in their pipelines. Solutions exist for any problem that might be encountered.
Some of the more common approaches to solving the problems typically encountered during glass delamination testing might include:
- Using a different Type 1 glass composition to solve the problem of drug product/glass chemistry incompatibility
- Trying glass containers from different manufacturers, because of differences in glass composition and manufacturing processes
- Use quartz-coated containers, as the pure SiO2 of quartz reduces significantly the interaction between the drug and the glass surface (i.e., leaching or selective dissolutions)
- Plastic containers, which have their own issues but might solve a problem with a specific drug product where glass simply won’t work
- Modify drug formulation, a step of last resort, to be sure.
References
- Highlights from June 2011 Glass Container Delamination Scientific Symposium, http://www.rx-360.org/LinkClick.aspx?fileticket=0XvULtp2yrk%3D&tabid=234; accessed May 23, 2013
- Swift, Rob Amgen presentations, PDA April 2011 San Antonio; PDA/FDA Glass Quality Conference May 2011
- http://www.fda.gov/Drugs/DrugSafety/ucm248490.htm; accessed May 23, 2013
- Ennis et al., Pharm. Dev. and Tech. 2001, 6(3), 393-405.
- Hunt, Desmond, USP Presentation, PDA/FDA Glass Quality Conference May 2013
Dan Haines is a scientific advisor at SCHOTT pharma services. Volker Scheumann is the laboratory manager at SCHOTT pharma services. Uwe Rothhaar is the director of SCHOTT pharma services. For more information about this article, contact daniel.haines@us.schott.com.